一般來(lái)說(shuō)鋁合金是工業(yè)中應(yīng)用最廣泛的一類有色金屬結(jié)構(gòu)材料,,在航空航天,、汽車領(lǐng)域,、機(jī)械制造,、3C電子行業(yè)、船舶及化學(xué)工業(yè)中已大量應(yīng)用,。工業(yè)經(jīng)濟(jì)的飛速發(fā)展,,對(duì)鋁合金焊接結(jié)構(gòu)件的需求日益增多,使鋁合金的焊接性研究也隨之深入,,目前鋁合金是應(yīng)用最多的合金,。那么鋁合金高光加工,鏡面光亮效果刀具如何選擇,?(鏡面PCD刀具)
鋁合金簡(jiǎn)介鋁合金廣泛應(yīng)用于工程結(jié)構(gòu)上,,通常使用銅、鋅,、錳,、硅,、鎂等合金元素,加工方法可以分為形變鋁合金和鑄造鋁合金兩大類,。
可熱處理強(qiáng)化型鋁合金是形變鋁合金的一種,,可以通過(guò)淬火和時(shí)效等熱處理手段來(lái)提高機(jī)械性能,,它可分為硬鋁,、鍛鋁,、超硬鋁和特殊鋁合金等,如6061/6063及7系鋁合金,。
鑄造鋁合金按化學(xué)成分可分為鋁硅合金,,鋁銅合金,鋁鎂合金,,鋁鋅合金和鋁稀土合金,,其中鋁硅合金又有過(guò)共晶硅鋁合金,共晶硅鋁合金,,單共晶硅鋁合金,,鑄造鋁合金在鑄態(tài)下使用,如ADC12/YL113/YZAlSi11Cu3/383牌號(hào)鑄鋁,。
鋁合金高光鏡面加工工藝及刀具選擇
切削加工高光的鋁合金件(壓鑄鋁件,、高硅鋁件、鍛鋁件,、6061/6063鋁合金件等),,如何選擇加工工藝及刀具來(lái)提高表面光亮度達(dá)到亮面/鏡面效果?
1,、加工工藝選擇:目前,,CNC高光加工工藝(銑削、車削加工)已應(yīng)用在大多數(shù)的工業(yè)行業(yè)中,,近年來(lái),,隨著高性能、高精度CNC機(jī)床的發(fā)展和性能優(yōu)異的刀具材質(zhì)的出現(xiàn),,CNC高光加工已有了很大的突破,,以銑(車)代磨成為可能,CNC高光加工的原理就是在精密CNC加工設(shè)備上,,采用專用高光刀具,,配合科學(xué)合理的切削參數(shù)、工藝來(lái)實(shí)現(xiàn)閃閃發(fā)光的加工表面高亮度鏡面效果,。
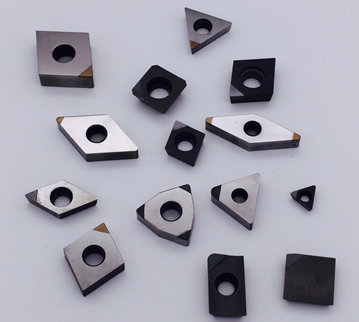
2,、刀具選擇:實(shí)現(xiàn)高光效果與刀具材質(zhì),、機(jī)床剛性精度、切削液,、切削溫度,、切削速度、材料硬度等等都有相關(guān),,最為主要的是得益于金剛石刀具的發(fā)展,,金剛石刀具幾乎是CNC高光加工行業(yè)的標(biāo)準(zhǔn)配置。要實(shí)現(xiàn)高光鏡面效果,,在刀具選擇上:
(1)采用金剛石刀具,,利用金剛石刀刃的鋒利性和不粘附性,實(shí)現(xiàn)高光鏡面切削加工,;
(2)通過(guò)增加刀具的刀尖圓弧角或刀具圓弧鈍化,,提高轉(zhuǎn)速和進(jìn)給量,實(shí)現(xiàn)所謂的擠壓加工效果,,也可以達(dá)到高光亮度加工的效果,;
(3)使用天然單晶金剛石刀具加工來(lái)進(jìn)行光亮加工!
鋁合金高光加工注意事項(xiàng):
以鋁合金高光銑削加工為例,,總結(jié)華菱超硬金剛石刀具加工鋁合金的注意事項(xiàng):
1,、切削用量對(duì)加工質(zhì)量的影響。一般情況下,,華菱超硬金剛石刀具在銑削加工鋁合金材料時(shí),,只要系統(tǒng)剛性允許,線速度越高越好,;
2,、機(jī)床間隙的影響。所有機(jī)床的運(yùn)動(dòng)部件都有間隙,,新車床出廠時(shí)的間隙?。粰C(jī)床的系統(tǒng)剛性較好,,車床使用的時(shí)間越長(zhǎng),,間隙會(huì)越大;
3,、平衡和穩(wěn)定,。
(1)如果鋁件直徑大、本身的動(dòng)平衡較差,,所以要求夾具的動(dòng)平衡量一定要合適,。
(2)加工余量的不均勻會(huì)誘發(fā)振動(dòng),對(duì)鋁件加工效果有不利影響,。一般講,,工藝上分開粗,、精二步加工,比毛坯一次切削加工成型的效果更好,。
在選擇鏡面PCD刀具之前,,為保證刀具材質(zhì)及種類的正確選擇,與刀具廠商做好前期溝通是非常有必要的,。希望以上關(guān)于鋁合金加工高光鏡面效果的相關(guān)內(nèi)容,,希望對(duì)讀者有幫助。