增量編碼器是怎么通過(guò)旋轉(zhuǎn)產(chǎn)生反饋信號(hào)的,?增量編碼器控制速度的工作原理,!
增量編碼器是一種可以根據(jù)旋轉(zhuǎn)運(yùn)動(dòng)產(chǎn)生信號(hào)的編碼器,。其縮放模式是遞增計(jì)算每個(gè)脈沖,,即命名。它通常與機(jī)械轉(zhuǎn)換器(如齒輪,、測(cè)量輪或心軸)一起使用,,以測(cè)量線性運(yùn)動(dòng)。
增量編碼器直接利用光電轉(zhuǎn)換原理輸出三組方波脈沖A,、B和Z相位,;兩組AB脈沖之間的相位差為90°,因此可以很容易地確定旋轉(zhuǎn)方向,,而Z相位每旋轉(zhuǎn)一圈就有一個(gè)脈沖用于參考點(diǎn)定位,。其特點(diǎn)是原理和結(jié)構(gòu)簡(jiǎn)單,平均機(jī)械使用壽命可達(dá)數(shù)萬(wàn)小時(shí)以上,。
增量式編碼器由一個(gè)中間帶有軸的光電編碼器組成,,軸上讀取環(huán)形開(kāi)放式和暗色分劃板以及光電發(fā)射和接收設(shè)備,。獲得四組正弦波信號(hào),它們以A,、B,、C和D組合,每個(gè)正弦波的相位差為90度(相對(duì)于一個(gè)周期為360度),。C和D信號(hào)被反轉(zhuǎn)并疊加在A和B上,,以改善穩(wěn)定信號(hào)。每轉(zhuǎn)輸出另一個(gè)Z相位脈沖以表示零參考位置,。
由于相位A和相位B相差90°,,因此編碼器的正向和反向旋轉(zhuǎn)可以通過(guò)在前端比較相位A和B來(lái)確定。編碼器的零參考位置可由零脈沖確定,。
增量編碼器的碼盤由玻璃,、金屬和塑料制成。玻璃窗格是沉積在玻璃上的一條細(xì)摩擦線,。它具有良好的熱穩(wěn)定性和高精度,。金屬碼盤直接通過(guò),沒(méi)有摩擦線,,不易碎,。由于金屬的厚度,精度受到限制,,其熱穩(wěn)定性比玻璃差一個(gè)數(shù)量級(jí),。塑料碼盤經(jīng)濟(jì),成本低,,但其精度,、熱穩(wěn)定性和使用壽命較差,。
分辨率:增量編碼器的分辨率定義為編碼器每360°旋轉(zhuǎn)提供的連續(xù)或暗線的數(shù)量,也稱為分辨率分辨率,,或直接的線數(shù),,通常為每轉(zhuǎn)5到10000線。
用增量編碼器控制速度的工作原理
增量編碼器是一種旋轉(zhuǎn)編碼器,,它將旋轉(zhuǎn)移位轉(zhuǎn)換為一系列數(shù)字脈沖信號(hào),,這些數(shù)字脈沖信號(hào)可用于控制角位移。如果編碼器與機(jī)架或螺釘相結(jié)合,,也可用于測(cè)量線性位移,。
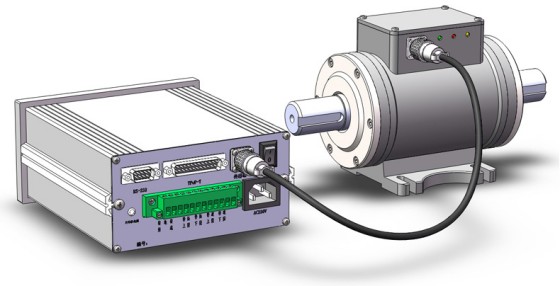
增量編碼器產(chǎn)生的電信號(hào)由CNC、可編程邏輯控制等處理產(chǎn)生,。增量式編碼器主要應(yīng)用于以下領(lǐng)域:機(jī)床,、材料加工、電機(jī)反饋系統(tǒng)以及測(cè)量和控制技術(shù),。
使用紅外光束垂直照射,,使光線將板上的圖像投射到接收器的表面上。接收器上覆蓋著一層稱為準(zhǔn)直器的層,,該層具有與光盤相同的窗口,。接收器的工作是感受光盤旋轉(zhuǎn)引起的光變化,然后將光變化轉(zhuǎn)換為相應(yīng)的電變化,。通常,,還可以獲得速度信號(hào),該信號(hào)應(yīng)返回到設(shè)備以調(diào)整輸出數(shù)據(jù),。
增量編碼器將位移轉(zhuǎn)換為周期性電信號(hào),,然后將該電信號(hào)轉(zhuǎn)換為計(jì)數(shù)脈沖。脈沖數(shù)表示位移,。每個(gè)位置對(duì)應(yīng)一個(gè)特定的數(shù)字代碼,,因此其顯示僅與測(cè)量的開(kāi)始和結(jié)束位置相關(guān),與測(cè)量的中間過(guò)程無(wú)關(guān),。