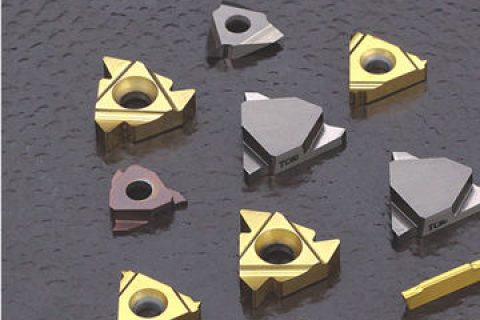
眾所周知銑刀是用于銑削加工,、具有一個或多個刀齒的旋轉(zhuǎn)刀具。工作時各刀齒依次間歇地切去工件的余量,。銑刀主要用于銑削上平面,、臺階、溝槽,、成形表面加工和切斷工件等工藝,。銑刀分類眾多且應(yīng)用廣泛,下面銑刀片廠家就來告訴大家,,選購銑刀片給如何選擇,?

對于選購銑刀片,,合適的選擇肯定是要看加工性能,,因此首先要知道銑刀的功能分類:
1、圓柱形銑刀:用于臥式銑床上加工平面,刀齒分布在銑刀的圓周上,。按齒形分為直齒和螺旋齒兩種,。按齒數(shù)分為疏齒和密齒兩種。螺旋齒與疏齒銑刀的齒數(shù)少,,刀齒強度高,,容屑空間大,適用于粗加工,;而密齒銑刀適用于精加工,。
2、面銑刀:用于立式銑床,、臥式銑床或龍門銑床上加工平面,。端面和圓周上均有刀齒。面銑刀也有粗齒和細(xì)齒之分,,其結(jié)構(gòu)有整體式,、鑲齒式和可轉(zhuǎn)位式三種。
3,、立銑刀:用于加工溝槽和臺階面,,刀齒在圓周和端面上,一般工作時不能沿軸向進(jìn)給,。當(dāng)立銑刀上有通過中心端齒時,,可軸向進(jìn)給。
4,、三面刃銑刀:用于加工各種溝槽和臺階面,,其兩側(cè)面和圓周上均有刀齒。
5,、角度銑刀:用于銑削成一定角度的溝槽,,有單角銑刀和雙角銑刀兩種。
6,、鋸片銑刀:用于加工深槽和切斷工件,,其圓周上有較多的刀齒。為了減少銑削時的摩擦,,刀齒兩側(cè)有15′~1°的副偏角。
7,、模具銑刀 模具銑刀用于加工模具型腔或凸模成形表面,。模具銑刀是由立銑刀演變而成的,按工作部分外形可分為圓錐形平頭,、圓柱形球頭,、圓錐形球頭三種。硬質(zhì)合金模具銑刀用途非常廣泛,除可銑削各種模具型腔外,,還可代替手用銼刀和砂輪磨頭清理鑄,、鍛、焊工件的飛邊,,以及對某些成形表面進(jìn)行光整加工等,。該銑刀可裝在風(fēng)動或電動工具上使用,生產(chǎn)率和壽命比砂輪和銼刀提高數(shù)十倍,。
8,、齒輪銑刀:按仿形法或無瞬心包絡(luò)法工作的切齒刀具,根據(jù)形狀的不同分為盤形齒輪銑刀和指形齒輪銑刀兩種,。
9,、螺紋銑刀:通過三軸或三軸以上聯(lián)動加工中心實現(xiàn)銑削螺紋的刀具。此外,,還有鍵槽銑刀,、燕尾槽銑刀、T形槽銑刀和各種成形銑刀等,。
看了以上關(guān)于銑刀片的功能分類介紹,,相信大家對于銑刀片的選購已經(jīng)有了目標(biāo)。其實對于精銑,,選用磨制銑削刀片,。這種刀片具有較好的尺寸精度,所以刀刃在銑削中的定位精度較高,,可得到較好的加工精度及表面粗糙度,。另外,精加工所用的磨制銑削刀片發(fā)展趨勢是磨出卷屑槽,,形成大的正前角切削刃,,允許銑刀片在小進(jìn)給、小切深上切削,。而沒有尖銳前角的硬質(zhì)合金刀片,,當(dāng)采用小進(jìn)給、小切深加工時,,刀尖會摩擦工件,,刀具壽命短。
某些加工場合選用壓制銑刀片是比較合適的,,有時也需要選擇磨制的刀片,。粗加工*好選用壓制的刀片,這可使加工成本降低,。壓制刀片的尺寸精度及刃口鋒利程度比磨制刀片差,,但是壓制刀片的刃口強度較好,,粗加工時耐沖擊并能承受較大的切深和進(jìn)給量。壓制的刀片有時前刀面上有卷屑槽,,可減小切削力,,同時還可減小與工件、切屑的摩擦,,降低功率需求,。
但是壓制的銑刀片表面不像磨制刀片那么緊密,尺寸精度較差,,在銑刀片刀體上各刀尖高度相差較多,。由于壓制刀片便宜,所以在生產(chǎn)上得到廣泛應(yīng)用,。
磨過的大前角銑刀片,,可以用來銑削粘性的材料(如不銹鋼)。通過鋒利刀刃的剪切作用,,減少了刀片與工件材料之間的摩擦,,并且切屑能較快地從刀片前面離開。
作為另一種組合,,可以將壓制刀片裝在大多數(shù)銑刀片的刀片座內(nèi),,再配置一磨制的刮光刀片。刮光刀片清除粗加工刀痕,,比只用壓制刀片能得到較好的表面粗糙度,。而且應(yīng)用刮光刀片可減小循環(huán)時間、降低成本,。刮光技術(shù)是一種先進(jìn)工藝,,已在車削、切槽切斷及鉆削加工領(lǐng)域廣泛應(yīng)用,。
以上是關(guān)于銑刀片相關(guān)的內(nèi)容,,銑刀片廠家告訴大家,在選擇銑刀片過程中,,除了目標(biāo)明確,,產(chǎn)品的質(zhì)量也是非常重要的,俗話說貨比三家不吃虧,,可以多比較幾家,,選擇一家靠譜的銑刀片廠家。希望以上內(nèi)容對讀者有幫助,。