行業(yè)內(nèi)的人都知道銑削都是用硬質(zhì)合金銑刀,,也就是鎢鋼銑刀,。鎢鋼銑刀轉(zhuǎn)速多少合適取決于被削材質(zhì),,不同材質(zhì)的鋼材(預(yù)硬鋼,、淬硬鋼,、碳素鋼,、合金鋼、調(diào)質(zhì)鋼,、熱處理鋼)銑刀進(jìn)給速度是不一樣的,,因此如果要問鎢鋼銑刀適合多少轉(zhuǎn)?還要看鎢鋼銑刀轉(zhuǎn)速進(jìn)給的具體參數(shù)表,。
一般數(shù)控加工中心可以采用切深0.5毫米,,轉(zhuǎn)速用30轉(zhuǎn)/分,,如果是三刃銑刀,進(jìn)給1 毫米/分,。這是個(gè)經(jīng)驗(yàn)數(shù)據(jù),開始切削時(shí)可以減小點(diǎn),,如70,、80毫米/分,逐漸加大,,有經(jīng)驗(yàn)的話可以聽聲音,,原則是機(jī)床不震動(dòng)即可。震動(dòng)會(huì)促使刀具損壞,,機(jī)床也會(huì)受損,。所以說這也是需要慢積累經(jīng)驗(yàn)的。
鋼球形銑刀轉(zhuǎn)速進(jìn)給表
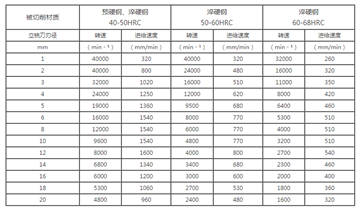
鎢鋼立銑刀轉(zhuǎn)速進(jìn)給表

注意事項(xiàng):
1、初次使用本刀具時(shí),,進(jìn)給速度依上述數(shù)據(jù)之50%試切削,,切削狀況穩(wěn)定后再將進(jìn)給速度逐一調(diào)升。
2,、請(qǐng)采用高精度高剛性與動(dòng)態(tài)平衡較佳之夾頭組,,刀具之偏擺精度超過0.01mm時(shí),請(qǐng)改善后再切削,。
3,、刀具伸出夾頭之長(zhǎng)度越短越好,刀具之伸出量若伸出較長(zhǎng)時(shí),,請(qǐng)自行調(diào)降轉(zhuǎn)速,,進(jìn)給速度或切削量。
4,、在切削中如果發(fā)生異常之震動(dòng)聲音時(shí),,請(qǐng)逐一調(diào)降主軸轉(zhuǎn)速,進(jìn)給速度或切削量至情況改善為止,。
5,、如果必須使用立銑刀進(jìn)行Z軸方向直接進(jìn)刀(立銑)時(shí),主軸轉(zhuǎn)速不變但請(qǐng)將上述進(jìn)給速度以25%使用,。
6,、鋼料之冷卻以噴霧式或噴氣式為最佳選用方式,不銹鋼,,鈦合金與耐熱合金建議采用不水溶性切削液,。
7,、機(jī)床與工件安裝剛性較差的情況下,會(huì)產(chǎn)生振動(dòng)和異常聲音,,此時(shí)應(yīng)將轉(zhuǎn)速與進(jìn)給速度同比降低,。
以上是關(guān)于鎢鋼銑刀轉(zhuǎn)速的相關(guān)內(nèi)容,在使用鎢鋼銑刀過程中,,新刀具和舊刀具使用的轉(zhuǎn)速也是有差異的,,畢竟新刀刃口比較平,建議少點(diǎn),,用于精加工比較好,,如果是粗加工,刀具切削刃磨過,,可以多點(diǎn)下刀量,。以上內(nèi)容希望對(duì)讀者有幫助。